|
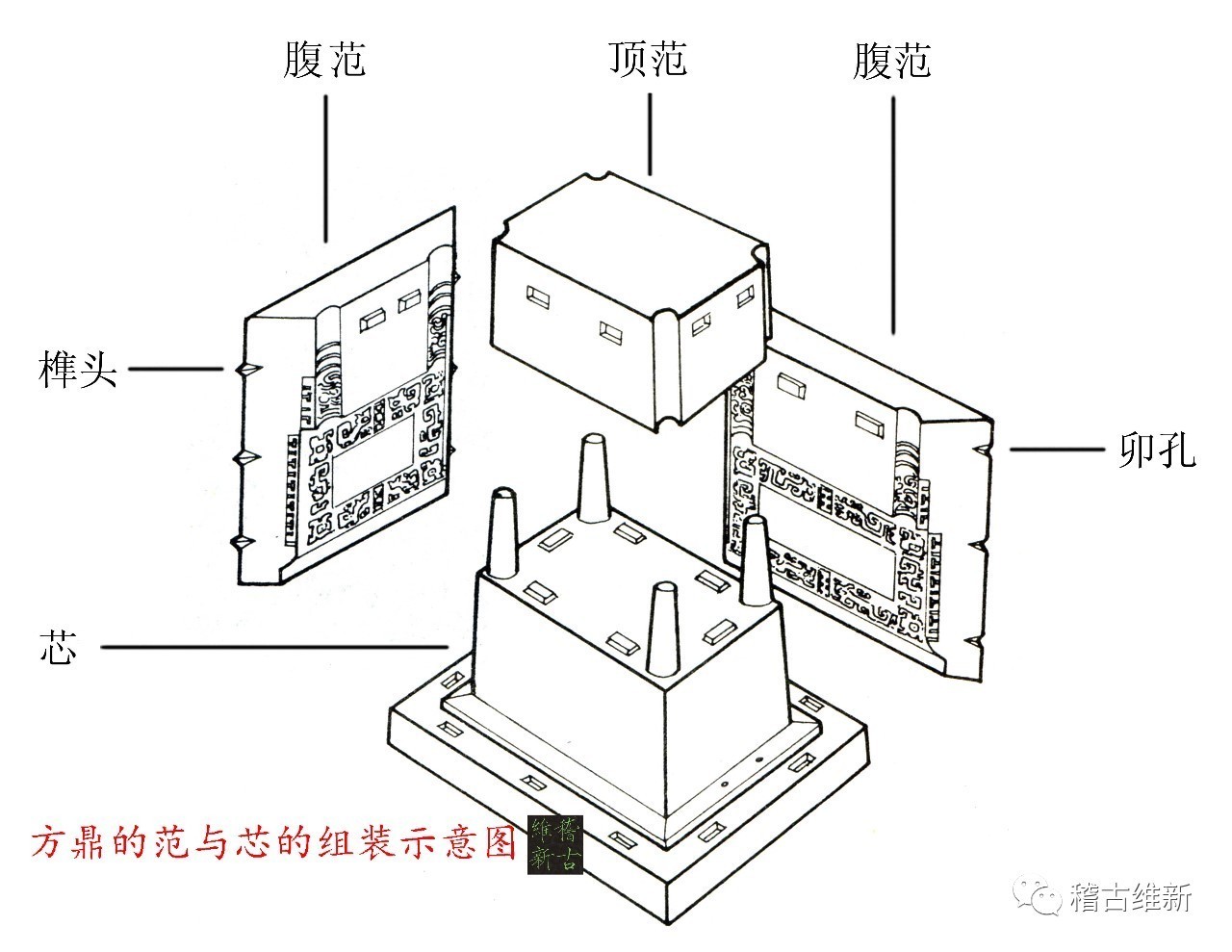
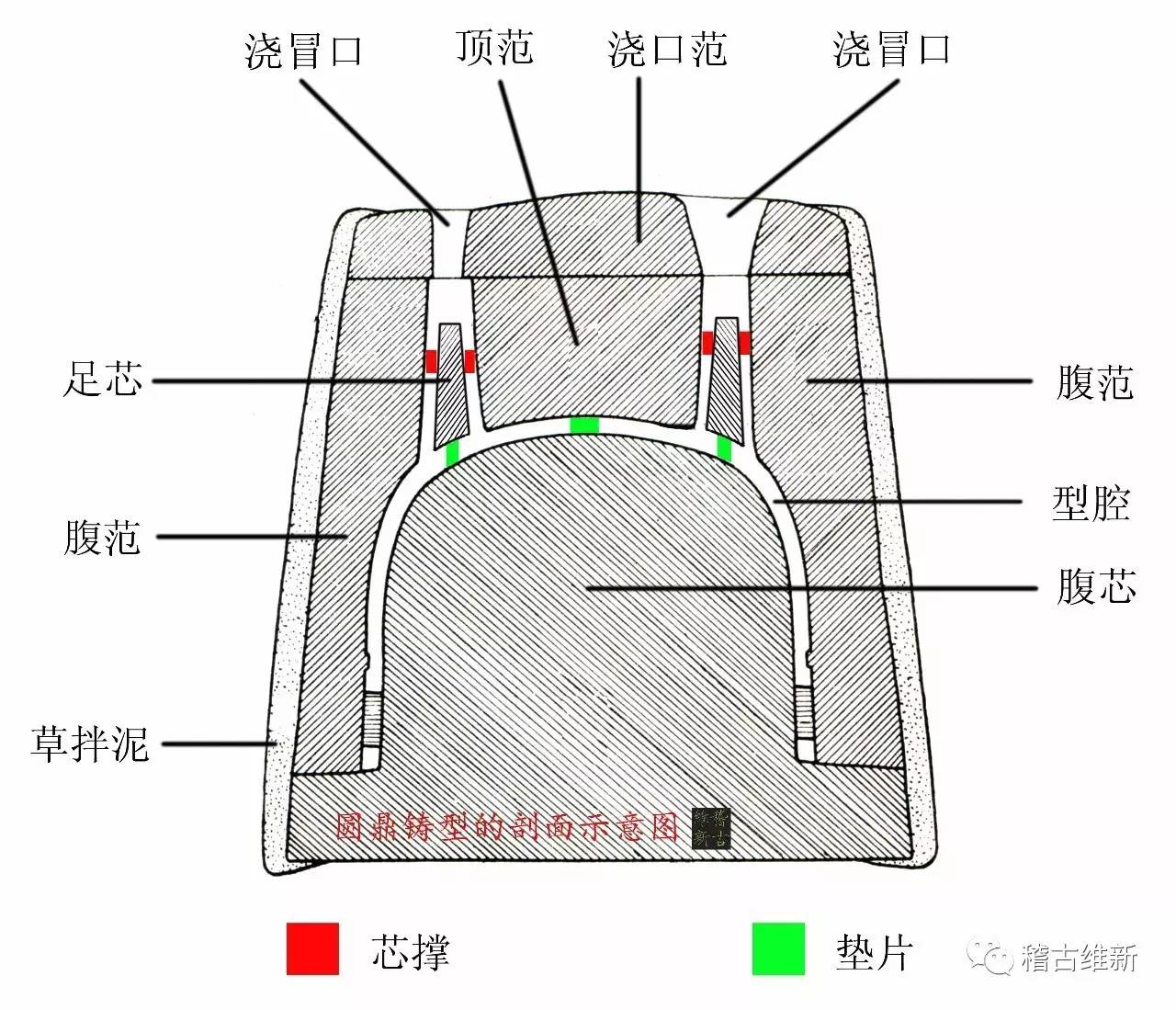
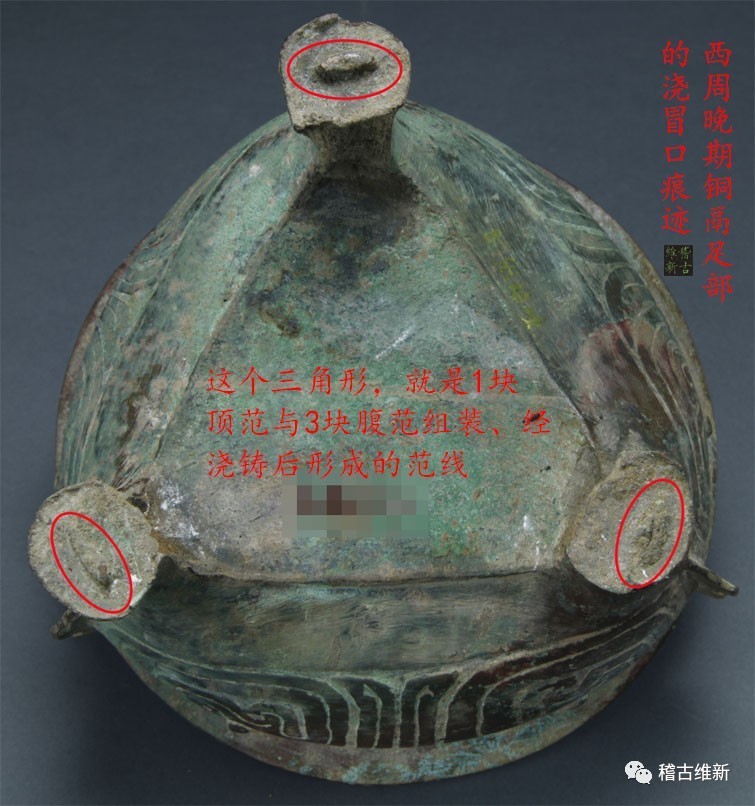
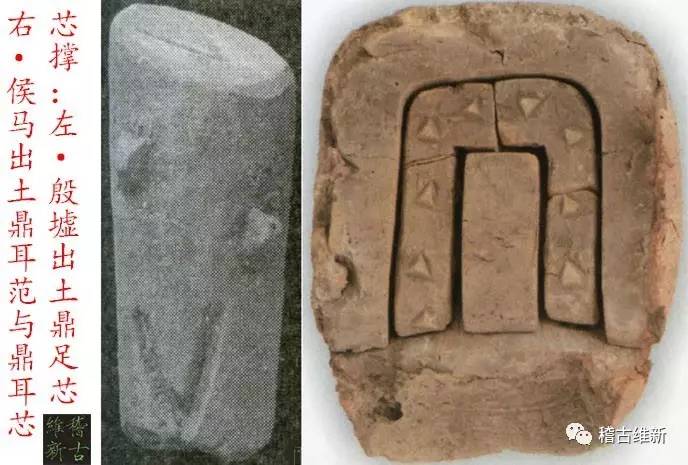
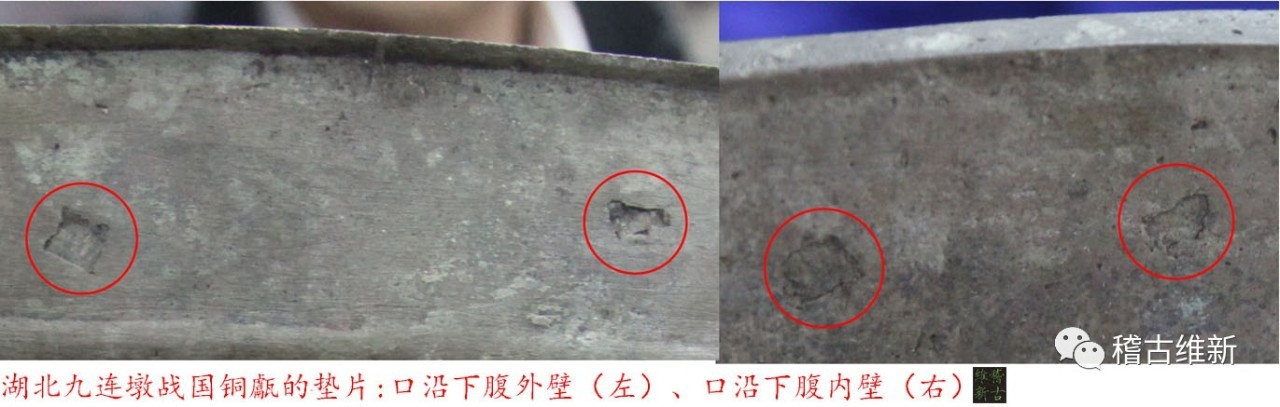
夏商周三代的青铜器,最主要的铸造工艺是范铸法。简单而言,其步骤如下: 1.用陶土制成模; 2.再用陶土在模上翻制若干块外范; 3.用泥土制成比模小一号的内芯; 4.阴干范、芯,置入火窑中烘焙 5.组装外范、内芯,因为芯比模小一号,所以范与芯之间会有空隙,这个空隙就是青铜器的器壁; 6.浇注铜液,铜液会填满范、芯之间的空隙,待冷却后就形成了青铜器。 首先,我们先了解一下一些与青铜器范铸工艺有关的名词。 模 在铸造青铜器之前,先用陶土做出这个青铜器大致的形状,这个东西就是“模”。然后阴干、入窑烘焙,原来的泥模就由湿软就变干变硬了。 范 范是用陶土从模上翻印而成的。如果模是一个鼓凸的形状,那么范就是一个内凹的样子;如果模上的纹饰是凸出来的阳纹,那么范上的纹饰就是凹进去的阴纹。 浇铸之前,要把每块陶范组装起来,因此每块范的边缘都有相对应的榫卯。也正因陶范的组装,青铜器上才会留下“范线”这种铸造痕迹。 芯 中国的青铜器,大多为容器。浇铸时如果没有芯,这个容器就会变成一个实心器。芯与模的样子基本一致,只是略小一些。与范组装时,芯在里、范在外,两者之间有一定的空腔。 青铜器铸成之后,有些芯是可以掏掉的,比如鼎、簋、尊的腹部芯,掏了之后,这些青铜器就成为真正意义上的容器了;有些是掏不掉的,比如很多青铜器的耳、足,外面是一层铜,里面全是泥芯。 型腔 型腔就是,范、芯组装后两者之间的空腔。型腔的造型,就是青铜器的造型;型腔的厚度,就是青铜器器壁的厚度。 浇冒口 浇冒口是浇口与冒口的统称。浇口是浇注铜液的口;冒口是用于排气的气孔,或者是暂时储存、补充因冷却收缩而所需的铜液。浇冒口一般会有2至3个,可以随意一个做浇口或冒口。 青铜器一般是倒置浇铸,所以浇冒口一般设置在器底或器足。青铜器铸成后,如果表面打磨不够精致,会看到浇冒口的痕迹。 芯撑 芯撑,是设置在泥芯上的凸起的小撑子,这些小撑子直接顶着范,使芯与范之间保持空隙,确保浇铸后的青铜器壁厚均匀。 有些芯撑经脱落、清理后,会在青铜器表面留下孔洞;有些芯撑则会被铜液包裹起来,看不到相关痕迹。 垫片 垫片为铜质,既有专门制作的、形状规整的垫片,又有利用废铜渣制成的、形状不规则的垫片。在泥芯与范之间夹入垫片,防止泥芯在铜液的冲击下发生偏移现象。 垫片一般不会脱落,在有些青铜器的器壁上,还能清楚地观察到这些垫片。 以上只是对青铜器范铸工艺一个极为简单的描述,
青铜器具体怎样做,其实是非常复杂,千变万化,要具体问题具体分析的。但中国人有智慧,能把握其关键,无非是一模一范。一模是根本,外范加内芯(一个小号的模)成阴阳。 模范就是一对阴阳。万物负阴而抱阳,中气以为和。 一阴一阳之谓道,负阴抱阳而守中,这就是中国文化的精髓,也是做事的法则与技巧。 中国文化博大精神,中国智慧生生无穷。
| 

















 楼主
楼主




